Geometric Exploration Of Split-Tetrahedron-Network-Sandwich-Panel Cores
Summary: Composite “sandwich” panels are increasingly being used in construction as non-structural support elements, such as to enclose large areas and industrial facades, but are still not commonly used in Colombia and nor is their very much research into their use. Sandwich panels have many possible uses from an architectural point of view. This includes as elements to significantly reduce building weights, being easy to transport, as well as being light weight and easy to deliver to construction sites. This research explored the design possibilities of non-homogeneous composite panels beginning with the definition of geometrical groupings (particularly tetrahedral shapes) and continuing with exploring core designs and geometries in order to enhance load-bearing capacity and flexural-mechanical behavior. In addition, the investigated metal-core, expoxy-resin-and-fiber-glass-reinforced panel configuration have been defined. The goal of this project was not to create new materials but rather to offer new core configurations for low-density non-homogeneous sandwich panels that can be used in construction as well as to generate future research possibilities.
Keywords: Non-homogenous composite panel, lattice structures, composite structure geometry, tetrahedron, resins, fiber-glass, sandwich panel.
1. INTRODUCTION
Concepts like prefabrication, quick assembly, lightweight structures, industrial and similar, are increasingly used in architecture and construction. We highlight these benefits in lighter-weight buildings, require less construction time, and the materials are easy to transport. From this point of view is where we present new options and ways of building systems.The advancement of new materials and composites have become in recent years a new challenge and have neede a new strategy to address the rhythm and speed at which projects develop.Composite materials are still rarely used in the construction industry. They have taken advantage of its mechanical properties and short installation time, easy transportability and mass industrialization of the construction elements designed in these materials. But they are still used infrequently in building elements.
Within the world of composite materials we will explore the sandwich panels as specific elements in the investigation, and in concrete Low-Density Non-Homogeneous Sandwich Panel. This group of composite materials allows us to make a deep exploration of the core-design possibilities, closely related to its manufacturing process and geometry in response to the structural stresses that occur.The aim of the research horizon is the design and exploration of new reticulated geometries for Low-Density Non-Homogeneous Sandwich panel with sheets in polyester resin reinforced with fiberglass and compare their flexural performance for industry use in the construction of buildings as quickly mounted elements.
 2. LOW-DENSITY NON-HOMOGENEOUS SANDWICH PANEL
2. LOW-DENSITY NON-HOMOGENEOUS SANDWICH PANEL
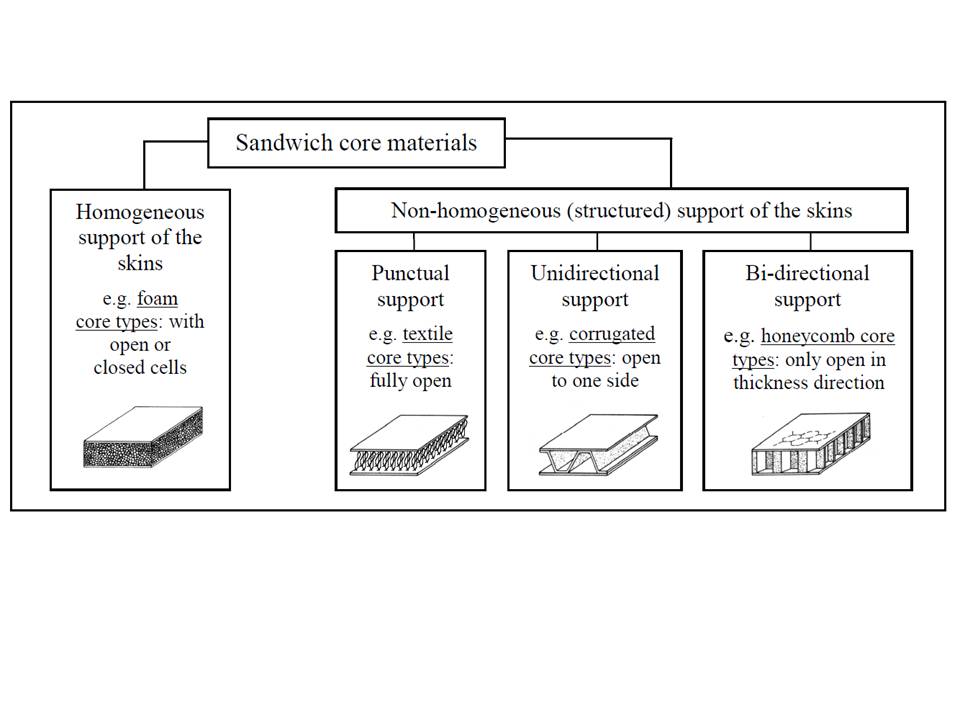
Sandwich panels are inhomogeneous structures of very low density and a highly porous core, which occupies approximately 20% of its inner core. The best known of these panels the honeycomb widely used in light-skinned structures in order to create unidirectional flows or absorb energy impact to prevent the transport of heat between the sheets forming the outer surfaces, or Acoustic insulation. Low-density corrugated cores also are the other frequently used prismatic configurations and these are also non-homogeneous, with openings arranged in a direction that allows fluid flow in one direction but not the other.These are widely used in building facade panels for enclosures and industrial as well as in the construction of ships and cargo ships. Recent studies have been done for this type of core Non-Homogeneous structures, and significant interest has emerged in reticular core structures that have a 3-D configuration and interconnected void spaces well adapted to allow fluid flow dare of them. Such structures are particularly prismatic core individual configuration of a module that is repeated or woven network so the panel surface.
These low-density cross linked core structures are also made by laminated faces of various materials which form a sandwich between the core and the faces. The configuration of these modules makes aniso tropic improve their behavior and to improve the diversion loads in various directions. Other configurations are prismatic or corrugations, which allow improved rigidity by folding arrangement. In the same way they keep a low-density relation between their core and layers volume.Alveolar structures form unit cell edges and can be arranged to create triangular, square, hexagonal, or related. These cells are repeated in two dimensions to create a cellular solid. One of the methods for producing these cells involves doubling the wall thickness of each network, which results in the mechanical behavior. All panels are made of closed cell structure. This may allow measure occupancy density in the core of the panel and its topology.The cellular cross linked core structures are those which are formed by prismatic elements of linear configuration are completely open and create correlated spaces including they formed 3-D trusses. The section may be of any shape; these suits can be arranged in different configurations, depending on the application.
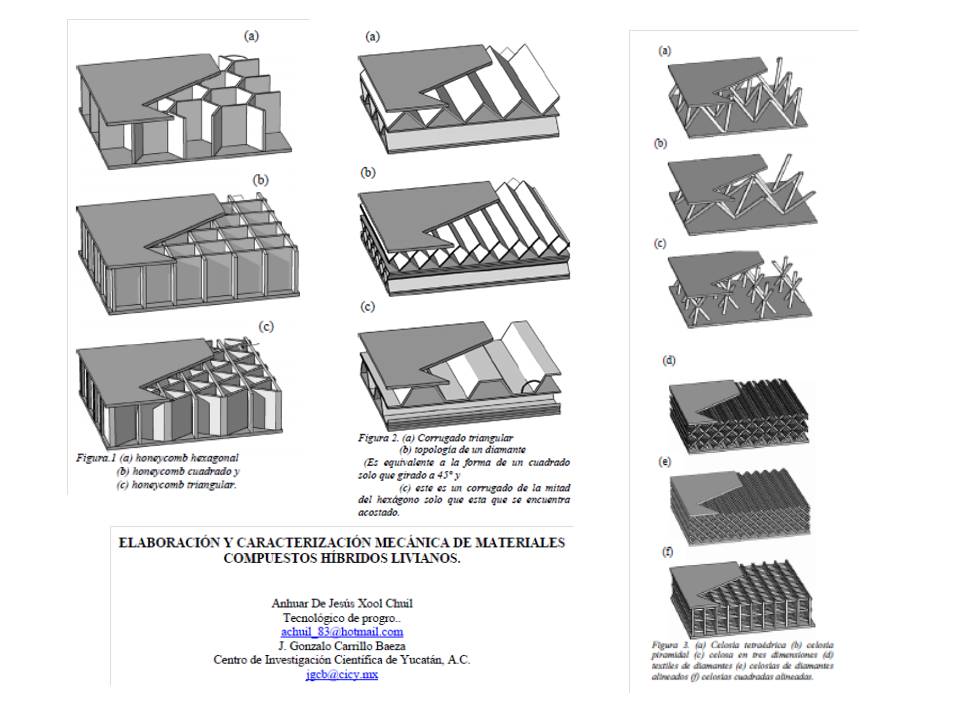
The typologies presented above are those that develop a greater way, and which will leave for geometric exploration in search of a proposal to be efficient load distribution and density ratio versus flexural mechanical behavior. Many of these materials must be designed from the start in its production which always requires complex production systems which makes them of high costs. Some of the most common manufacturing processes are folded perforated plate, cable assembly or tissue, investing and casting methods also include advanced techniques and laser welding joints.
3. GEOMETRIC DESIGNS AND CONFIGURATION
The flat shapes can have meaning by themselves or through their association with other forms same, similar, different, and complementary. The association of flat shapes has special structural significance and their regular combinations within an arrangement. The study of the structures provides particularly helpful to the field of artistic expression flat and three-dimensional forms. It is called the repetition structure of linear and flat (or volumetric), in a constructive sense, in two (or three) dimensions. Flat structures will be created by repeating the formal elements that modify the twodimensional flat space. We call the resulting structures polygonal
networks. Any polygonal shape may serve as base element or module structure. But if we try attaching flat regular figures in order to fill a plane, it can be achieved with a small number of figures. From the a descriptive viewpoint we can only consider the square and triangle as basic for basic construction of such networks. The basic forms that are generated can be referred to as modules. The modules can be associated with other similar structure within or decompose into sub modules. The modular or sub-modular forms can also be used associated with themselves or with other structures to generate different artistic character. There may well be infinite structural variations.

According to the background of this research, sandwich panels and nonhomogeneous not cross linked low density cores have a basic geometric principle or design of a module which can be repetitive in the plane of the panel, and it facilitates the process of manufacturing and improves the rigidity and bending properties of the sandwich panels, and the energy absorption due to impacts.
This is why we must address the geometric configuration and groups either in the two-dimensional plane or in three dimensions. To have a starting point design module or modules that allow us to generate the structure of sandwich panels. On the other hand, the research is focused on exploring new designs and cross-linked structures to propose alternatives for low density cores. In the advances found in the contributions of the scientific articles, there is an opportunity for exploration in geometric or grid clusters in the design of the cores, because what first steps are very focused on the type of material used for manufacturing and in the types of laminated or corrugated configurations. This creates opportunities for exploring geometeric and architectural design using non-homogenous sandwich panels. This research is an attempt to explore geometric crosslinked low-density non-homogeneous sandwich panel cores. To make this geometric exploration and propose new core designs, we must set ourselves design rules, in order to compare the final prototype test results. These simple design rules must work for all configurations so that the results will be more accurate. The design criteria for the exploration of these cores are: • Groups of tetrahedrons are formed by the same bar in terms of its dimensions and materials. The length of each bar will be 4.5 cm.
• Nodes must likewise be of the same material and dimensions.
• Clusters of tetrahedra must be in one direction in the plane.
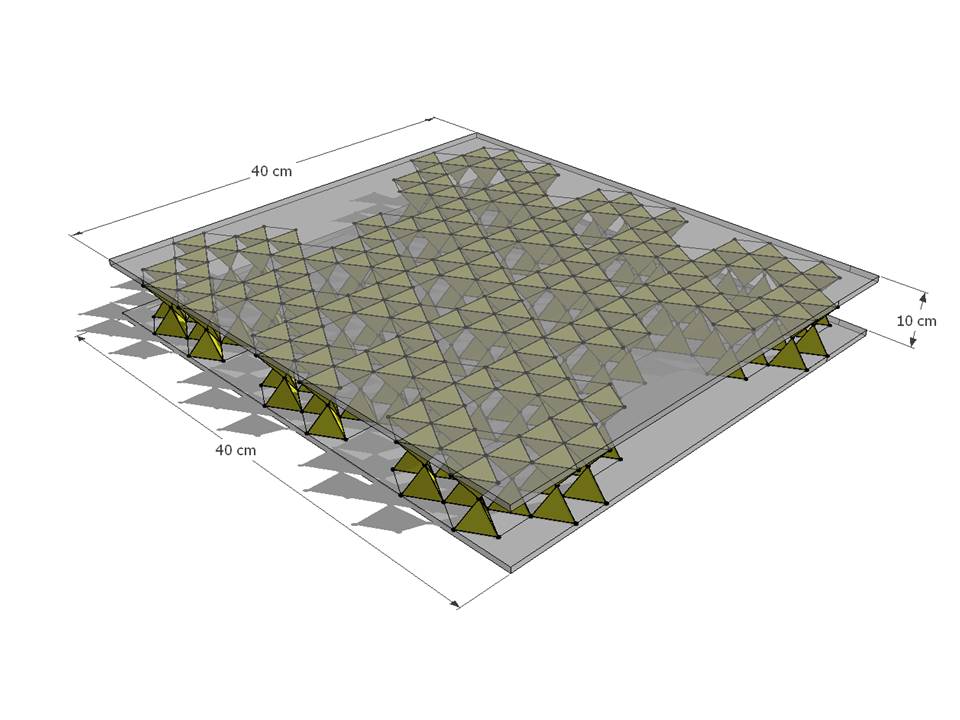
• Clusters of tetrahedra must be near the action of the panel faces and based on criteria found in the market. 40cm x 40cm
• The height of the plane perpendicular groups should not spend the 4th part of the side length of the panel.
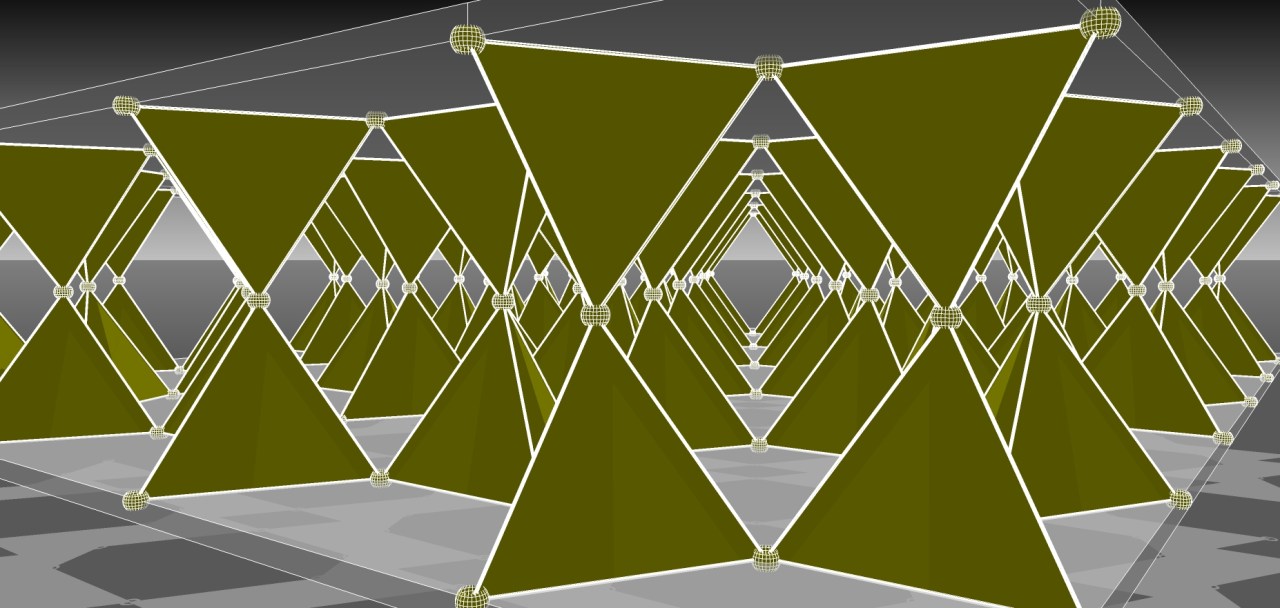
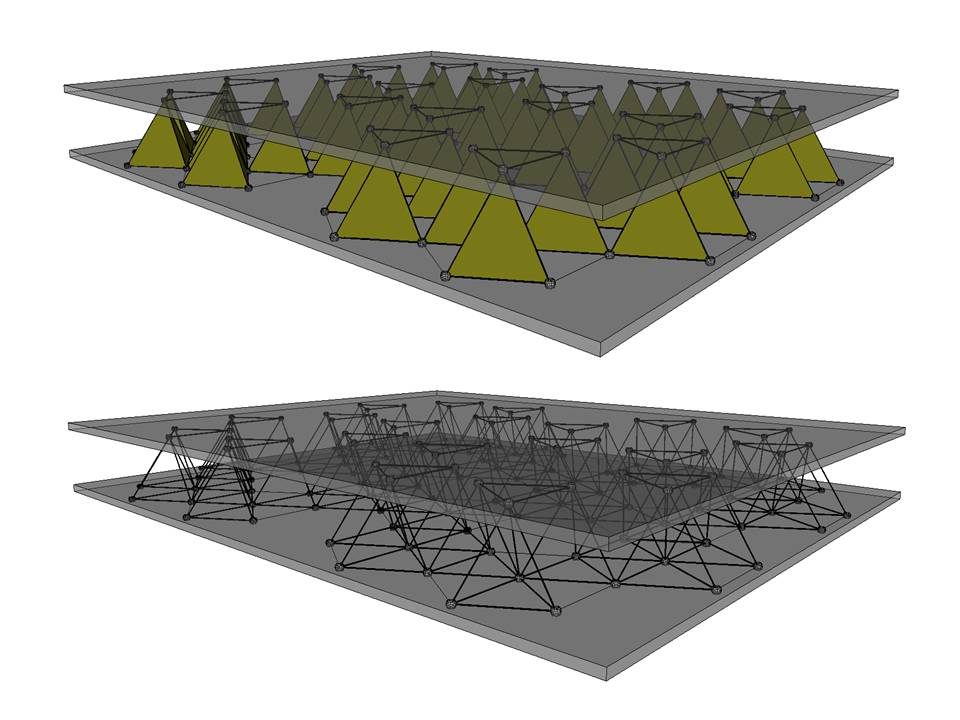
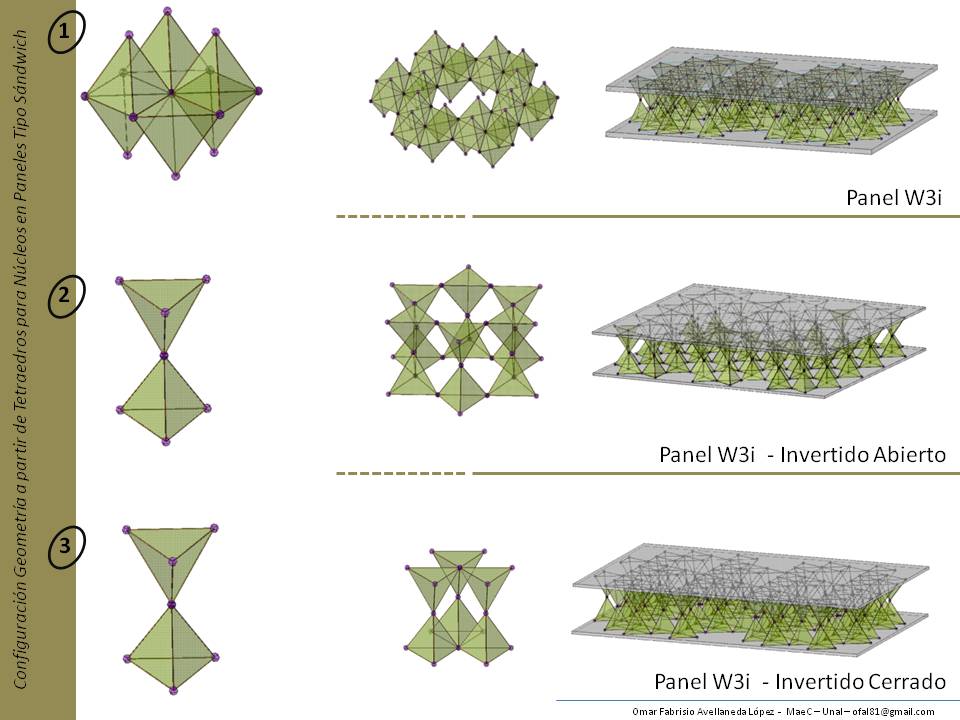
3.1. Core Network Cuboctaedro w3i
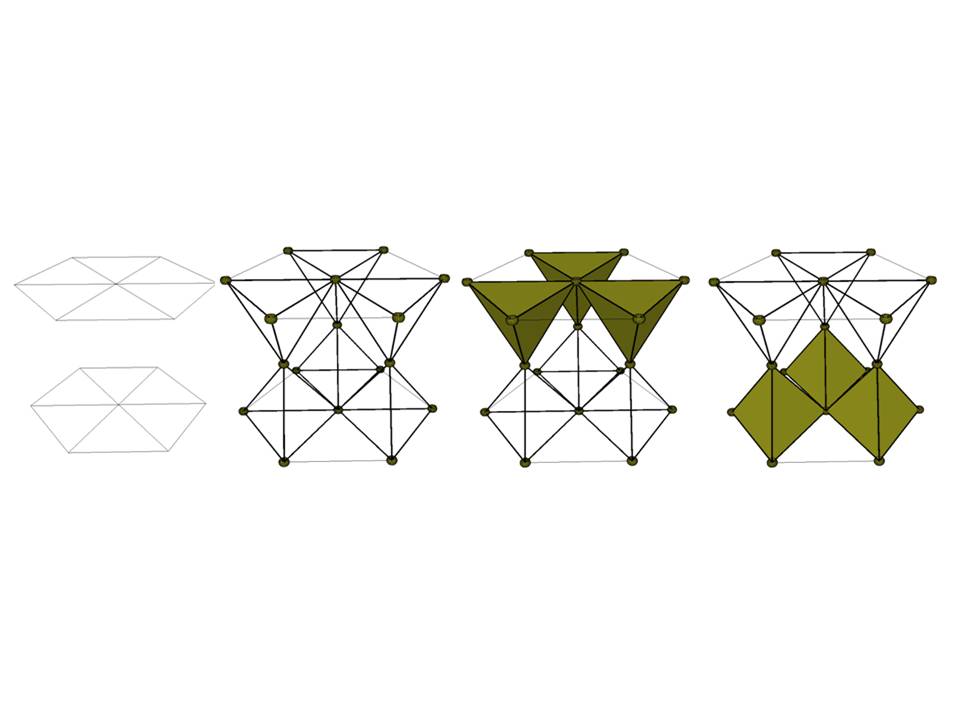
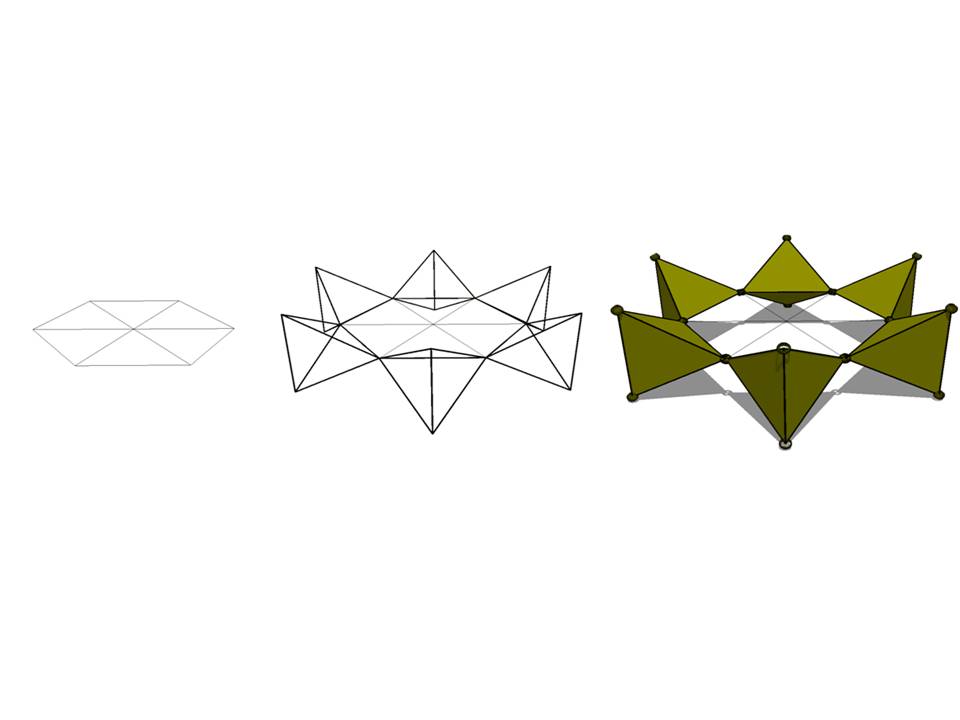
Obtained tetrahedral network is one of the simplest forms of clustering with which this is not the final configuration for our first core design. Final variation is rotated or inverted position the module and designed and turns 60 degrees to the normal plane. This variation formed by joining all nodes with bars or filling their outer planets a cuboctahedron. The cuboctahedron is an Archimedean solid that is obtained by truncating each vertex of a cube with sides that are 14: 6 of the hub, and 8 square continuing new resulting from the truncation of the corners, the cube is a cuboctahedron truncated until the midpoint of the edge, in this sense is closely related to the truncated cube and octahedron. In this way we do the clustering in the plane with the three variations as design criteria of the first module the first negative and positive in a network of hexagons. The second negative and positive in the hexagonal module to locate the tetrahedral in the plane, and the third reverse the module and turn 60 ° to achieve their union does not continue in the background.
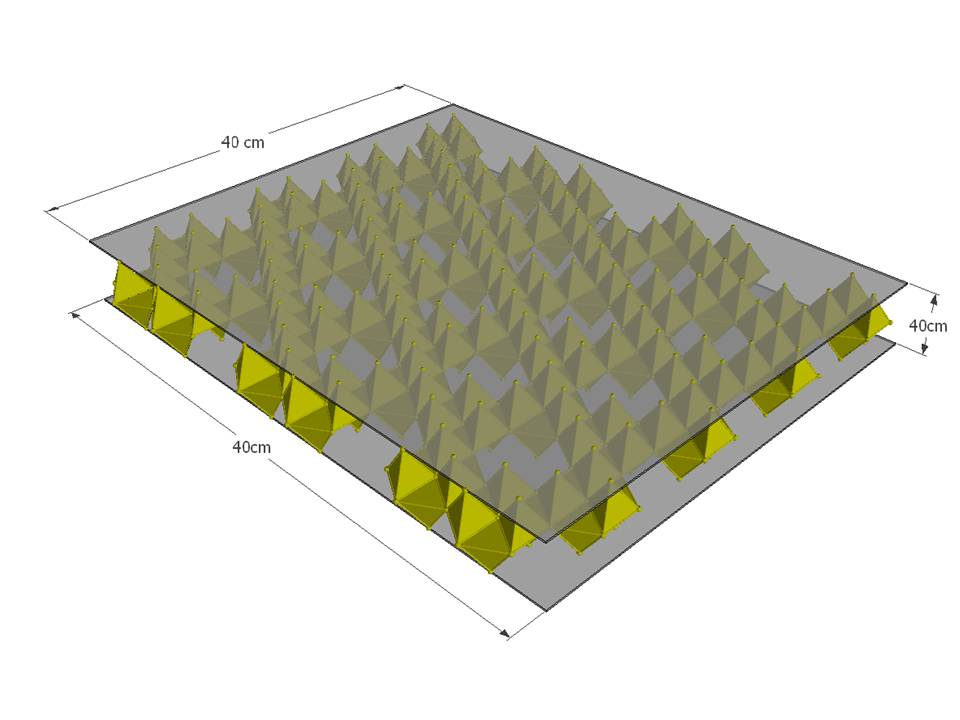
The digital design proposes a panel with the average dimensions of standard sandwich panels found in the market, chosen because of the portability, storage and ease of installation. These measurements are approximate because the digital process allows it while in manufacturing design adjustments will be made these measures should be taken and approximated and idealistic.
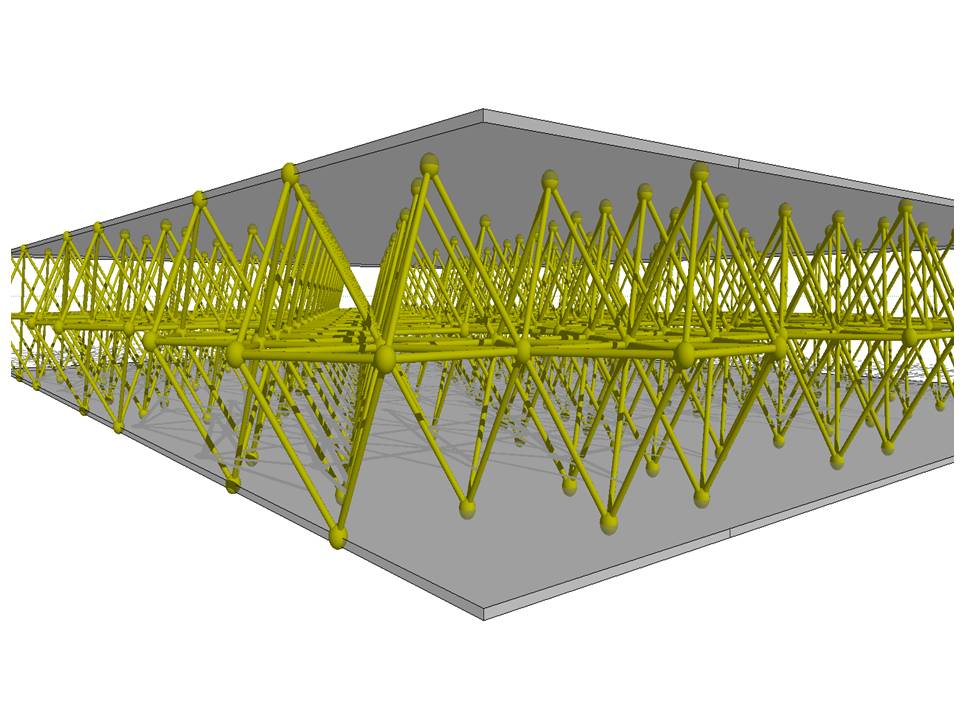
With digital support we can see how the micro scale tetrahedral grid configuration fills space with an orderly and support on the sides enough to have a support in all areas. In addition the micro configuration of cores allows us to explore new areas and gridded spatial configurations that could be attractive in human architectural scale.And the opposite could take configurations scale spatial lattices and apply it to a micro scale for low density. Future digital design opens the possibility of geometric variations of tetrahedral clusters to obtain new designs of low density cores.
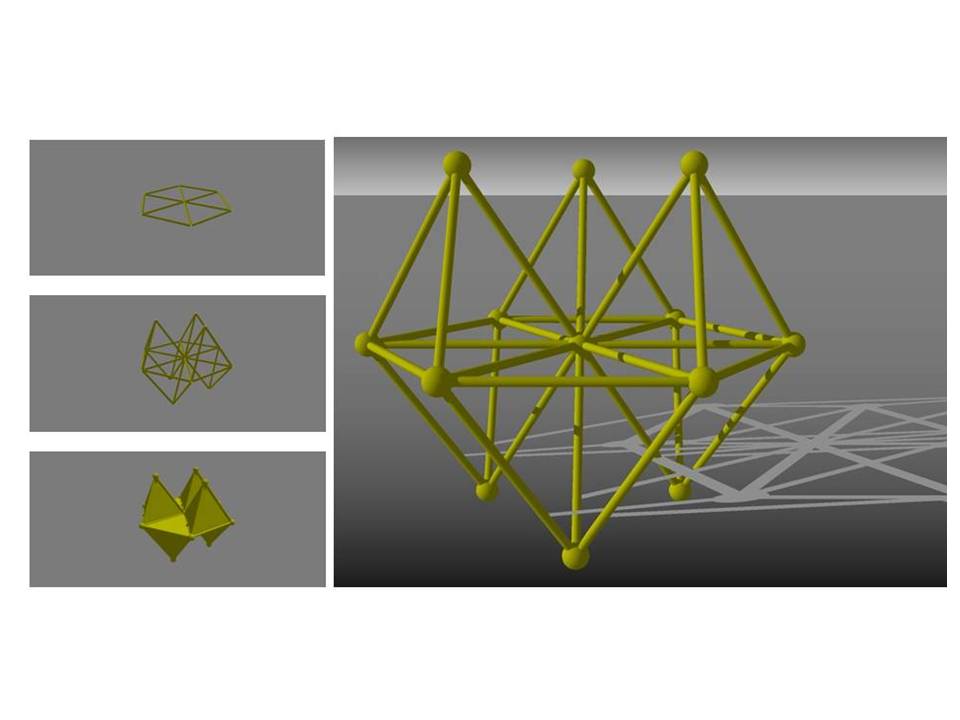
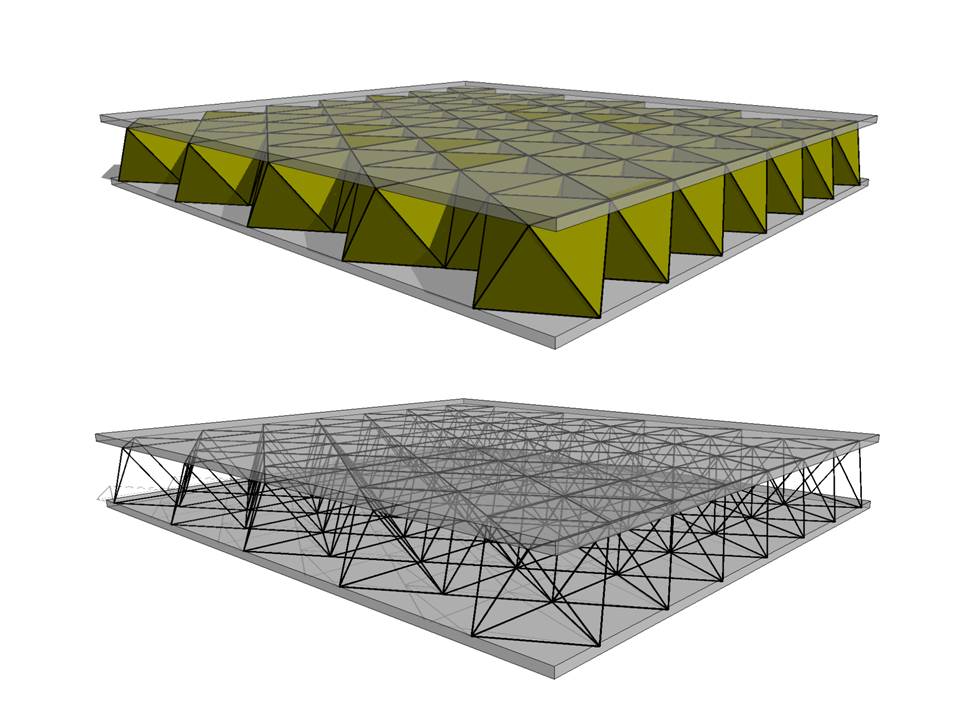
3.2. Core Network Inverted Tetrahedral W3-i
For this configuration take the network of triangles and hexagons we set so that horizontally in the plane are united by a central vertex and in the vertical direction are interleaved or locked, thus achieving a network of hexagons linked together by triangles on all sides. Possibile network configurations of triangles or hexagons in the plane are varied and can be continuous or non-continuous, which is very practical according to requirements. For the design of this module, we take the space of triangles to locate our tetrahedral, and our spaces are the empty hexagons. The design basis of a cross linked core, is a module that allows its repeated with fulfilling manner in the plane. This module is the parametric design or pattern, which facilitates manufacture and homogeneous behavior for transmitting loads.

The vacuum module perimeter hexagonal and tetrahedral bridging the gap allows occupy more volume than the previous module, but at the same time using more elements to form the module, 72 bars, and 30 knots. The module also consists of 6 rhomboids perpendicular to the plane, which suggests that we will have a more flexibility by applying a force perpendicular to the plane. It is important to consider the end use of the sandwich panel, since this depends on the kernel configuration for transmission of loads. Also, if within the panels exist external elements as well as facilities or pipelines, which may limit core design.
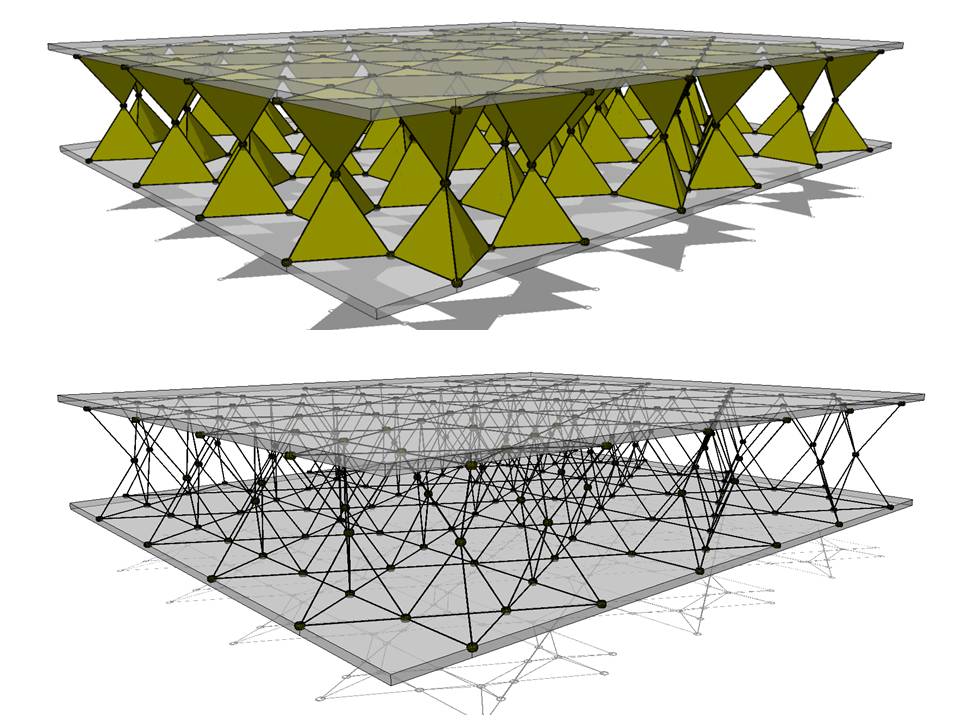
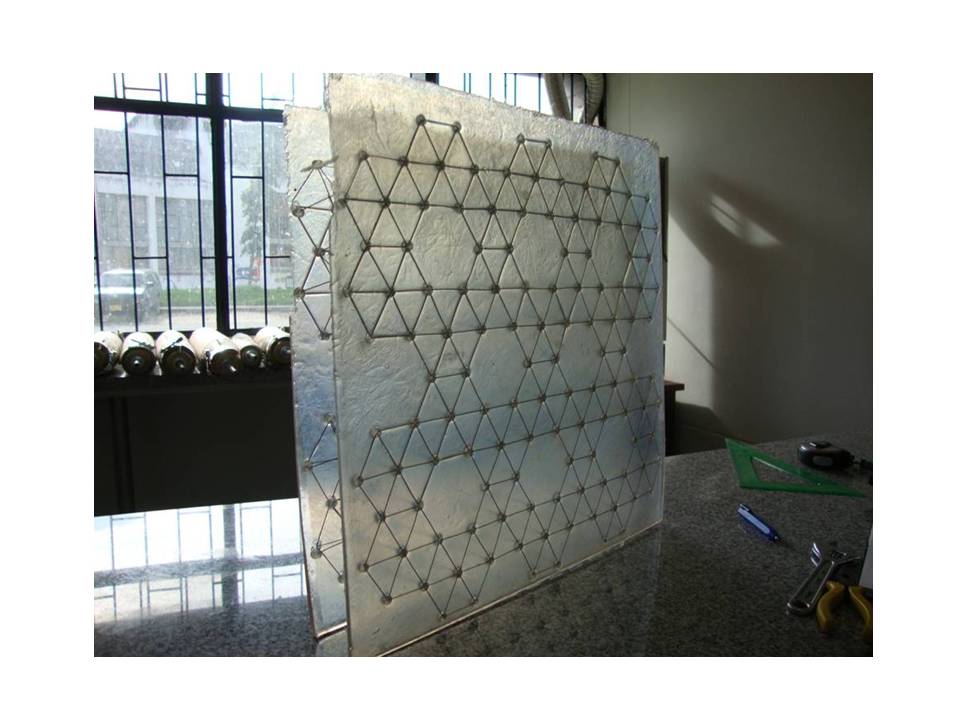
The final design of the panel is 40 cm by 40 cm and has a height of 10 cm. This height is relative and depends on the height of manufacture of the outer sheets of the panel. The following figure shows the configuration of the core filled bars or panels, where its spatial quality is important to note. While we are currently talking about micro structures, these can also serve as reference for human-scale spatial structures.
3.3. Core W3-i. Reversed Closed
The design of closed Inverted core W3i is a combination of the two previous patterns. Based on the triangle network, taking as its starting point a hexagon network as in the first panel design variation cuboctahedron W3i forming a vacuum on the hexagon hexagons and filling the empty hexagon sides. This same pattern we repeat in full hexes, but with the tetrahedral, making a cell filled hexagons filled with tetrahedral but interspersed. Parametric design is the abstraction of an idea or concept, related to geometric and mathematical processes that allow us to more precisely manipulate our design to reach optimal results. In the designs of the nuclei are manipulating the geometry of the tetrahedron and possible groupings, which we parameterize a network of tetrahedral, to a definite end.
 The final design of the module has a point of difference with the previous two models. This difference is resulting sides of the design. That is to say how they join the panel’s external sheets. The two anterior cores arrive geometrically pointed to his support of the outer sheet of the sandwich panel. This may facilitate the transmission of loads to the outer plies. The number of elements that make up the module is 32 bars and 17 knots, the relative density of occupation of space, makes for occupying an area of 40ccm x 40cm required a greater number of modules.
The final design of the module has a point of difference with the previous two models. This difference is resulting sides of the design. That is to say how they join the panel’s external sheets. The two anterior cores arrive geometrically pointed to his support of the outer sheet of the sandwich panel. This may facilitate the transmission of loads to the outer plies. The number of elements that make up the module is 32 bars and 17 knots, the relative density of occupation of space, makes for occupying an area of 40ccm x 40cm required a greater number of modules.
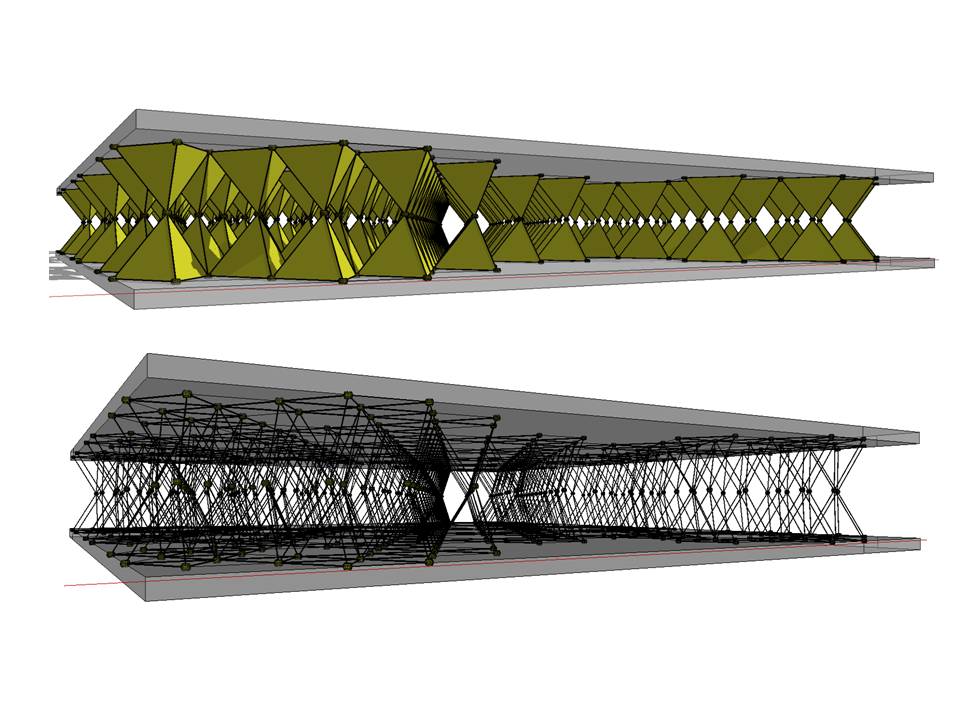
The measures agreed for panels allow us to observe the relative density of each of the panels and space occupancy percentage. Also it is easy to check, with the amount of elements necessary to fill the space which is bounded by the outer surface of the sheets. The side view of the panel also shows clear and distinct pattern geometry and is useful and convenient for the manufacturing process considering that can be achieved by means of cut and folded sheet.
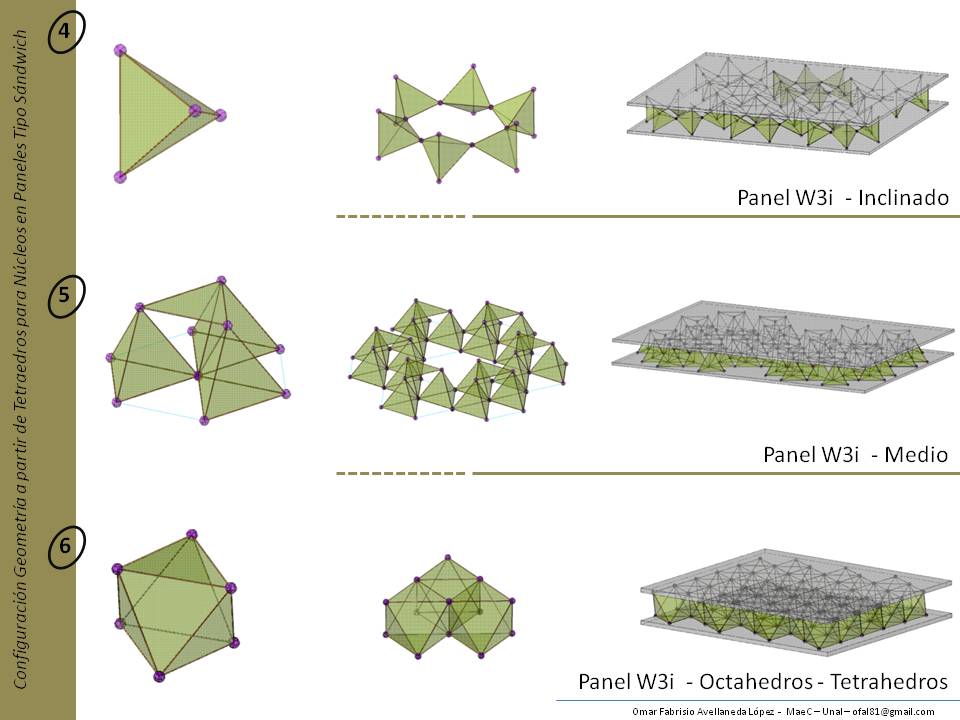
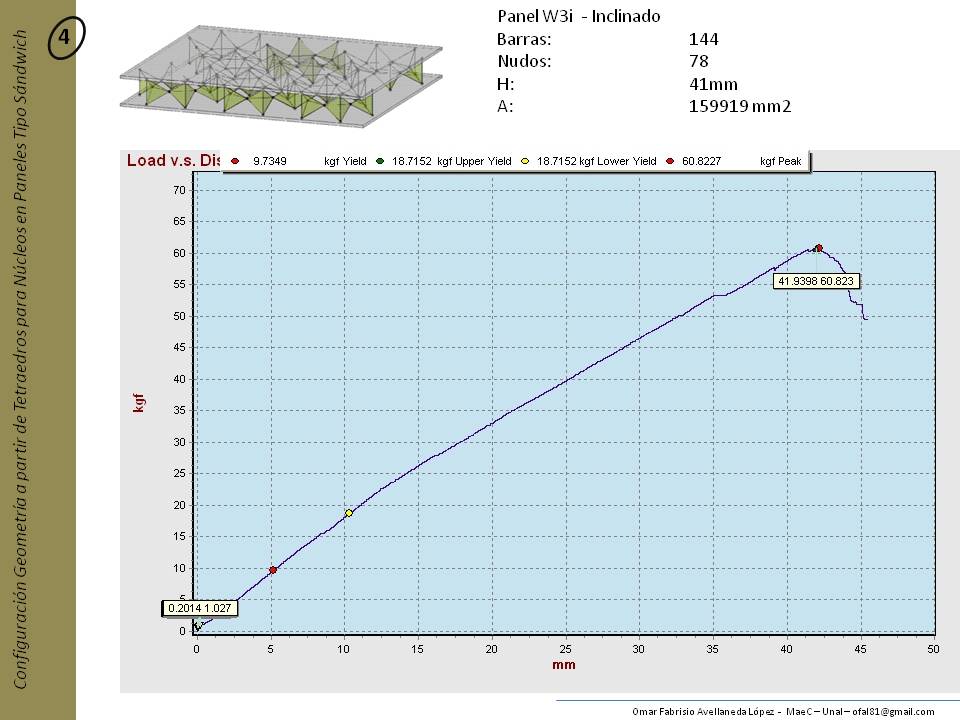
3.4. Core W3-i. Tetrahedrons Inclined
The following configuration process core part of the initial module design and not the triangular-mesh variation. In the learning process of the above modules we saw how the tetrahedral are grouped very stable hexagonal geometry and variations of it so for this core design decided to take one of these tetrahedral and group modules as follows form.
Based on a hexagon, placed in a tetrahedron in their faces each one of the faces in the eccentric position. This means that the faces of the hexagons are part of one side of the base of the tetrahedron.
This geometry and had obtained in open inverted tetrahedral module. In this group will make a small change to be rotated in the cutting plane or the tetrahedron 35° horizontally from the base, on the shaft line or element between the tetrahedral and hexagon.
The module design consists of 18 linear elements or rods and 18 nodes, a configuration that also occupies more surface area with feweer elements, thus achieving better relative density over that of previous configurations. Similarly the height of the module is half the height of the previous modules. The inertia and panel beding behaviour will depend on the each module’s height. The idea of these configurations is to explore new nuclei types and designs from the group morphological tetrahedron. If you want you can repeat the module to achieve vertical height equal to that of the previous modules, but this is not the end of geometric exploration.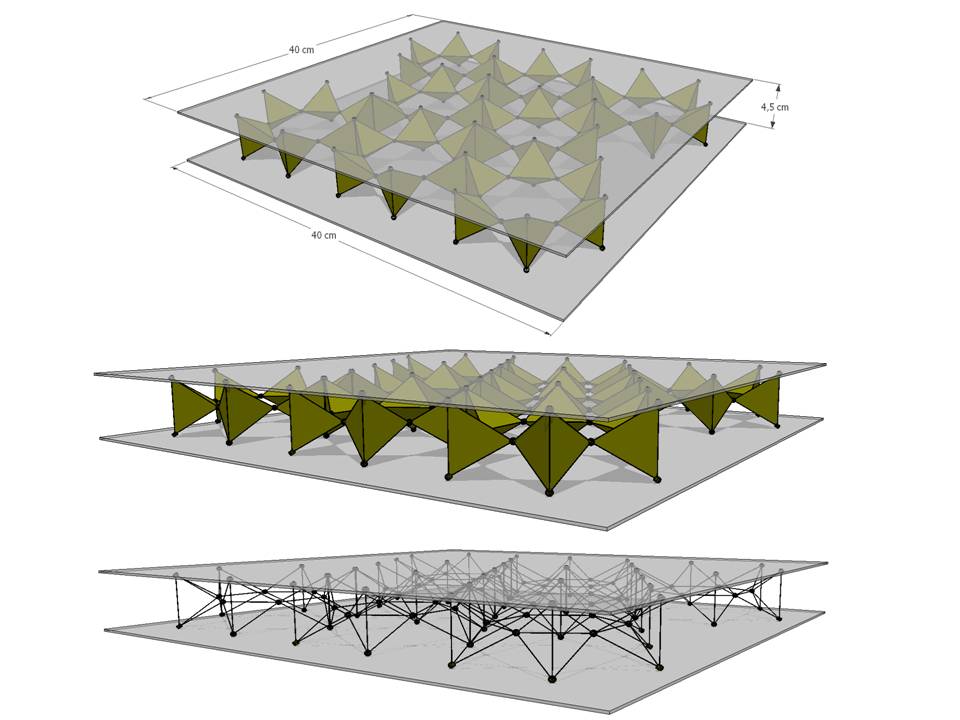
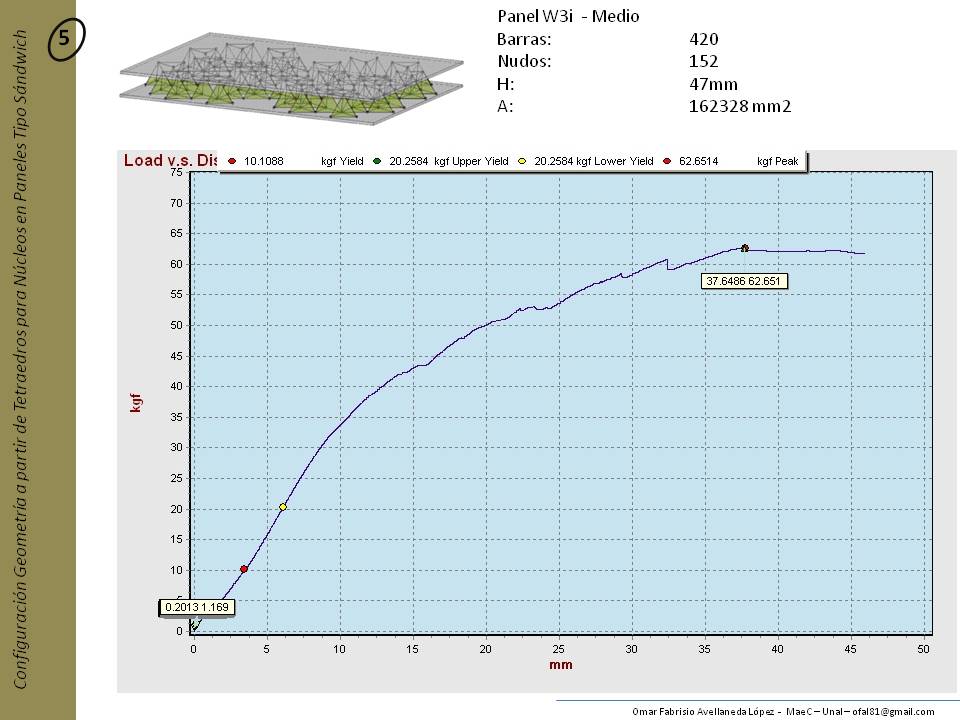
3.5. Core W3-i. Cuboctaedros Media Network
For the following geometric configuration we take a variation of the tetrahedral W3i-Cuboctaedros module. The module will split in half and have cuboctahedron media networks that are equally stable and continuous orientation on the plane.
This option is valid for making this geometric exploration exercise, because it meets the basic design requirements mentioned in the beginning of the chapter.
The geometry of this core design somehow possible to compare the full core design cuboctahedron with this to see how affects the section of the module. The height of the panel with the same parametric design.
The module is inscribed in regular hexagon equal sides, and the tetrahedral are arranged in an interleaved manner as shown in Fig. The number of elements used for this module is 18 bars and 10 knots. So its relative density as a module is good, but does not occupy much surface enlace this configuration, since the geometry is inscribed in a hexagon and this looks to configure the entire network from the panel. The density of elements used to fill the surface geometry.
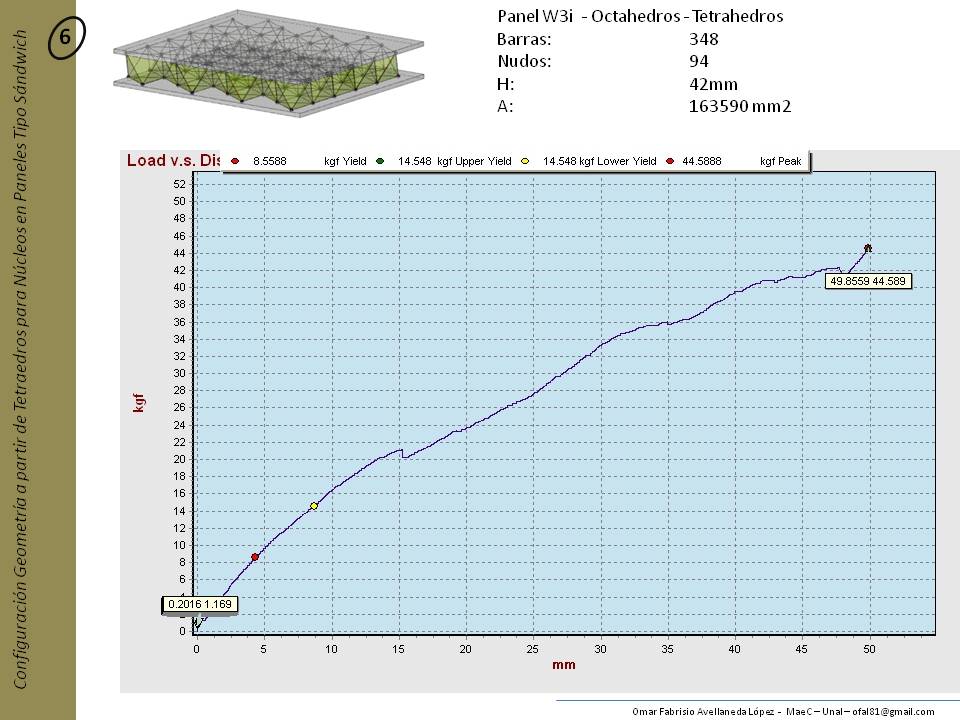
3.6. Core W3-i. Tetrahedral and Octahedral Network
This last set of tetrahedrons, search results from a variation in the geometric shape of the tetrahedron itself, while exploring other possible grouping of a stable module and fill in the direction of the surface. The grouping of octahedral and tetrahedral completely fill the space by making it more dense the number of elements to fill the space of the module, and its relative density increases.
To lower the number of items per module thus eliminating the tetrahedron as setup is complete the module and so is the tetrahedron bounded empty. In the configuration eliminates the side faces of the tetrahedron against the panel surface. But for the construction of bars if visible pooling tetrahedral and octahedral completely filling the surface.
 The spatial composition of the panel manages to fill the space with a high quality of inter-related areas and the advantage of pooling octahedral is arriving with the same direction of the plane of the octahedron faces the panel sheet. Looking at the structure in terms of human scale is more developable interior spaces that other configurations and their opposing faces are coplanar with the outer surfaces of the panel and also allows them to grow in an octahedron height over another, forming octahelix.
The spatial composition of the panel manages to fill the space with a high quality of inter-related areas and the advantage of pooling octahedral is arriving with the same direction of the plane of the octahedron faces the panel sheet. Looking at the structure in terms of human scale is more developable interior spaces that other configurations and their opposing faces are coplanar with the outer surfaces of the panel and also allows them to grow in an octahedron height over another, forming octahelix.
4. PROTOTYPE MANUFACTURING
For the manufacturing of prototypes of the panels W3-i, it should take account of a base geometry for all and constant in all measures in order to standardize each of the panels and thus comparable to make each data in tests to apply. The ultimate target is to compare the six core designs defined in the previous chapter therefore be defined for all standard geometry panel manufacturing.
This guarantees that the difference is in the geometry of each of the panels designed. In the same way as defined geometry and measures alike elements making cores. It should be clarified that the objective of the investigation is to design a new material chemically speaking, but compare different geometric configurations to determine the best mechanical behavior.
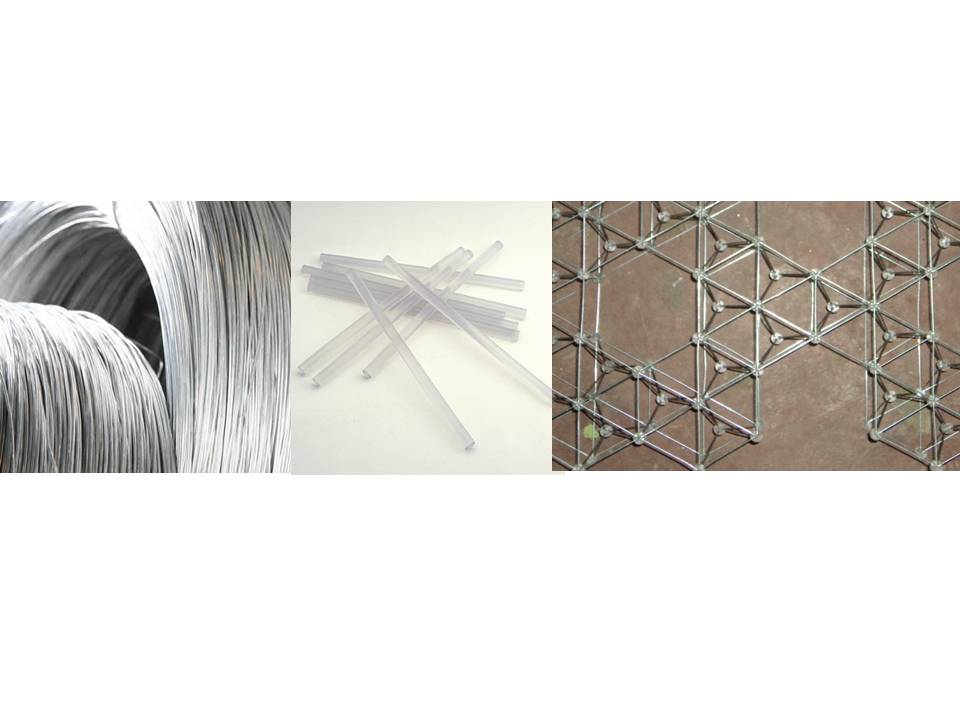
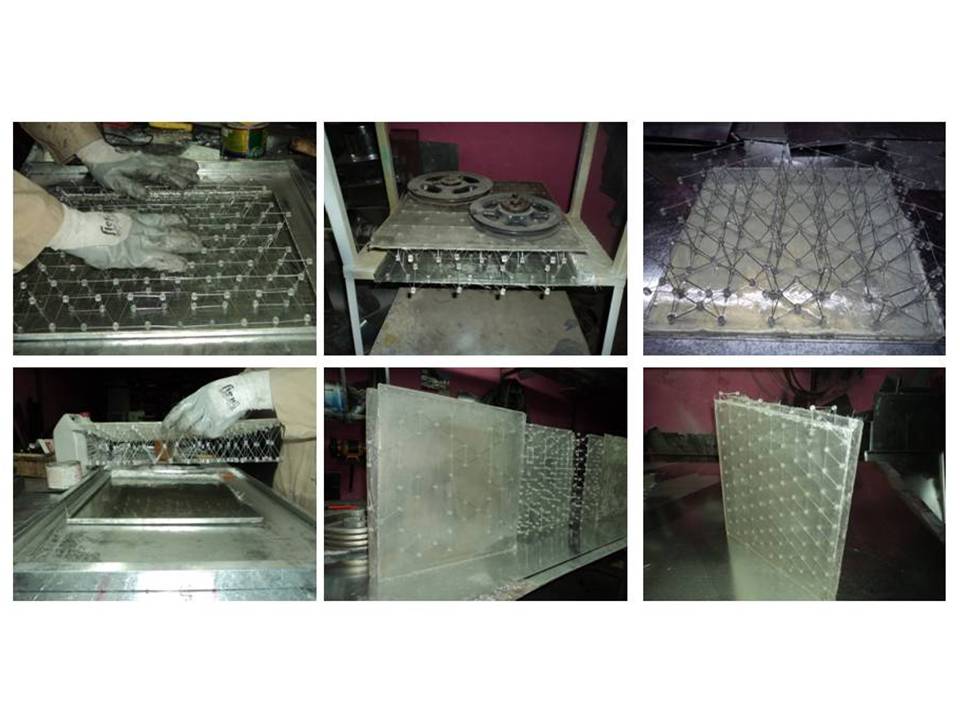
The dimensions selected for the manufacture of the panels were taken for purely workshop and still limited access to some sort of industrialized manufacture the decision was made to make them the traditional way so to speak, which is the manufacturing of knots and core bars and then melt the external sheets with open mold and fused together with the kernel and will explain more in depth in this capitulate. Alls cores were designed to cover an area of approximately 40 cm by 40 cm. The height depends on the configuration of each, and is designed for flat outer sheets.
The material used to manufacture the core wire was sweet, which allows easy handling for cutting each of the bars to form the panel, these bars defined by manufacturing dimensions 4.5 cm long, and for bonding points or nodes of the tetrahedral silicone bars were used, cut into small cylinders for attachment between the bars.
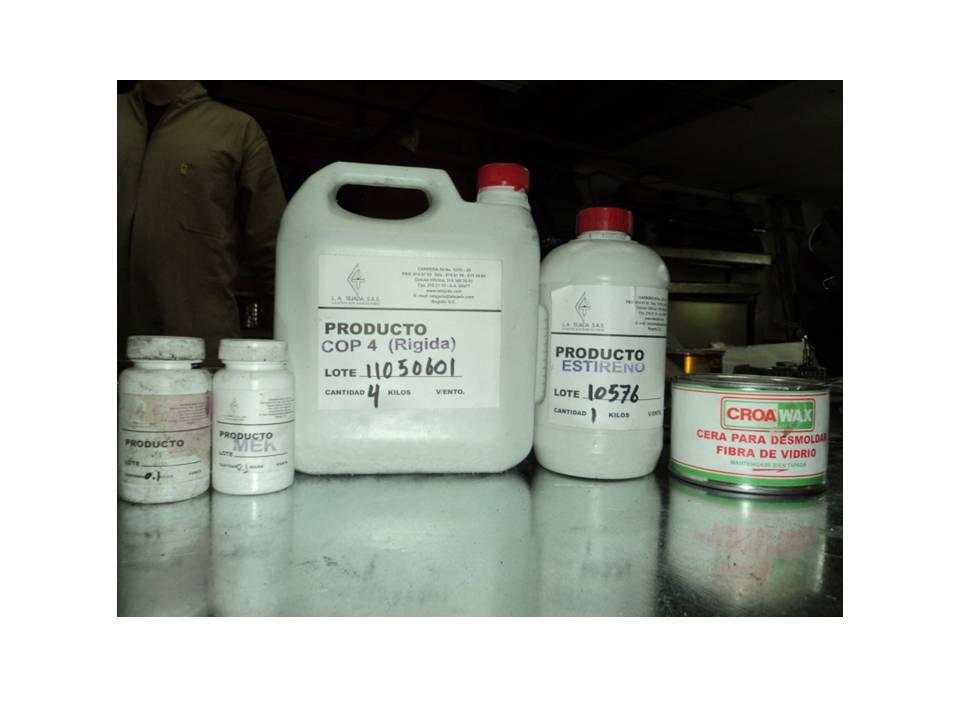

For the manufacture of the blades were used the following components with a density of 70% resin and fiberglass multidirectional 25%.
-Resin 2 Resin Gallon palatal COP 4.
-Styrene: 1 Kg of Styrene. -Catalyst: Catalyst Mec 100 Gr (or the amount needed for a gallon of resin).
-Fiberglass. -1kg fiberglass MAT 450 – the multidirectional.
This part of research was important because it is the physical part of the manufacture of the panels designed for digital media. It is important to clarify at the outset that the trial and error method was employed for the manufacture of prototypes W3-i, and with the support of digital tools are able to adjust design issues and manufacturing that at first glance you do not perceive.The digital modeling support is a fundamental tool for the development of the panels as this allows adjustments prior to the dimensions, location of the modules, measures molds, etc.The actual manufacturing process of the cores is raised by cutting and bending of extruded sheets. Depending on the configuration layers are required these will be armed and subsequently assembled with chemical or thermal welding. Or another alternative design is the closed mold casting mold with liquid metal and for the foam injection process.
To define and unify criteria was used mixing bowl with measurements in liters bar, allowing us to make a dosage as follows:
-0.8 liters of resin.
-0.2 Liters of Styrene.
-Catalyst 3%.
-7% accelerator.
First take the mold where it is going to apply the resin and wax is applied across the surface, have been previously cut from the mold measures fiberglass cloth multidirectional, for each panel was defined using only a reinforcing layer, a then applied to the surface of the resin mold 50% of the final amount, namely 0.25 liters. With the use of a plastic pallet is evenly distributed over the surface of the mold, and place the reinforcing cloth over it. With corrugated metal roller is applied uniformly across the surface of the reinforcement for the resin pre-impregnated with the reinforcement, and the channels help remove bubbles product of manipulation of the resin, so that the mixture is uniform. After this was left at room temperature for 24 hours. After this time we proceed to unmold the panel, which is very simple, using a galvanized metal mold 3 mm this allows a simple buckling and torsion twist unmold panel.
For the manufacture of panels, various molds were made in order to make various mixtures in a single working day and move more rapidly with the manufacture of the panels, as each core can be melted only one face of the panel, expected curing time and repeat the process opposite face. The manufacture of panels requires coordination at the time of application of the mixtures prior knowledge of the materials and resins, such products being chemical and toxic recommended purchased at approved sites, and when they make their purchase recommendations and deliver a general technical handling and use. It is recommended to have all the safety equipment to ensure the health of those who handle these products. Upon casting each panel must be prepared all products, with measures defined previously enrolled and materials on the work surface, this facilitates the manufacturing process.


Mixing the resin with the additives, must be homogeneous until a single viscosity in the container, this must be more viscous liquid that this is the point of application. Color is also a good point of reference to know if the resin already mixed evenly, take a deep amber color, that when curing is translucent. The application of the resin on the reinforcing fiber must also be completely uniform and with this we rely on the use of corrugated metal roller. The ultimate goal is to leave no bubbles and irregularities panel.

Sandwich Panel W3-i. cuboctahedron.
Sandwich Panel W3-i. inverted closed.

Sandwich Panel W3-i. Inverted open.

Sandwich Panel W3-i. Inclined.
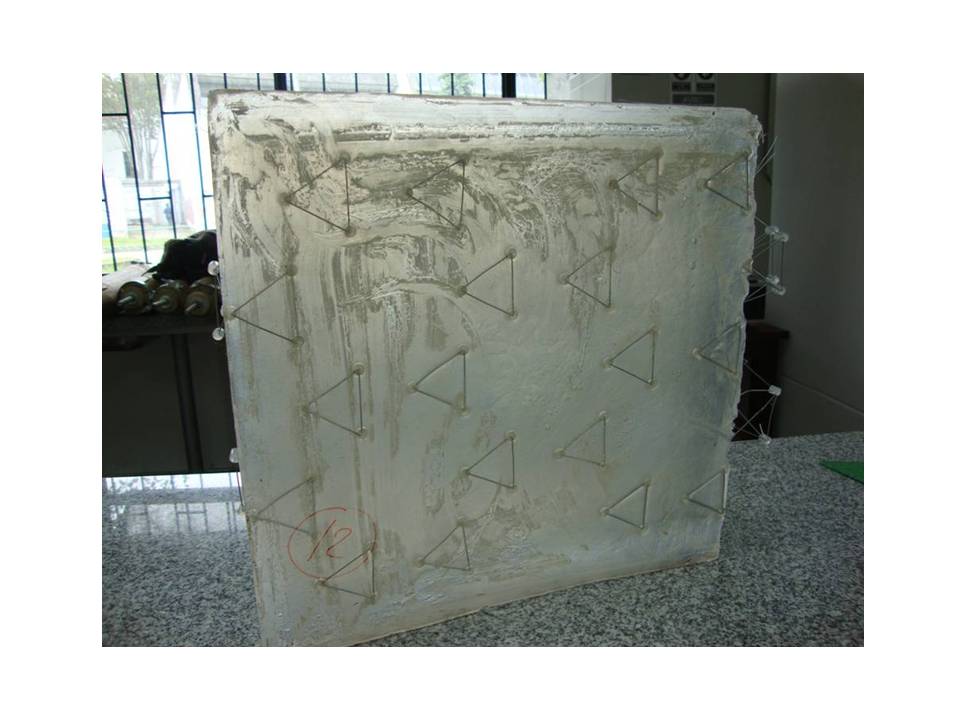 Sandwich Panel W3-i. Half cuboctaedros.
Sandwich Panel W3-i. Half cuboctaedros.

Sandwich Panel W3-i. Octahedra.
5. BENDING TESTS
Flexural tests for sandwich panels made by means of the hydraulic press or Universal, to find the displacements and strains for a load with 3 points of support in accordance with ASTM D 790 and ASTM D 480, the rules for these types of composite tests are still not well defined as the mechanical behavior of these materials depends on many factors of design, workmanship and materials standards taken for these tests are the most common for foam sandwich panels and honeycomb cores.
The objectives of bending tests are mainly two:
– Determine load-displacement curve of the prototype
– Determine the distribution of strains and stresses in the material to be applied bending element.
With help of the testing laboratories of the Faculty of Arts at the National University of Colombia, the area of wood technology facilitated the development of the trial, the twelve panels made. Were designed six types of cores and for each two prototypes were manufactured to be tested. Each of the panels is placed on the hydraulic machine with three support points for subjecting the panels to a constant load. The panels are placed in the center of the specimen with the points of support to 3 cm distance of the sheet last on neoprene supports.The speed used for loading is 2 millimeters per minute, the recommended for this type of panels according to the standard, at a constant speed and which can be made visible deformations and taking data are achieved with more accuracy.
The method used for these tests will be to apply the load according to ASTM, each of the 6 types of panels, each panel pair, average the results and from there take out the maximum deformations, the minimum and point of failure. Keep in mind that when testing panels can present some kind of failure is not expected distortions final results, to pass this the results will not be considered for the final average and comparative.Tables presented below summarize test images for each of the prototypes. Recall that there are 6 different core models and for each two prototypes were made for a total of 12 panels and essays.
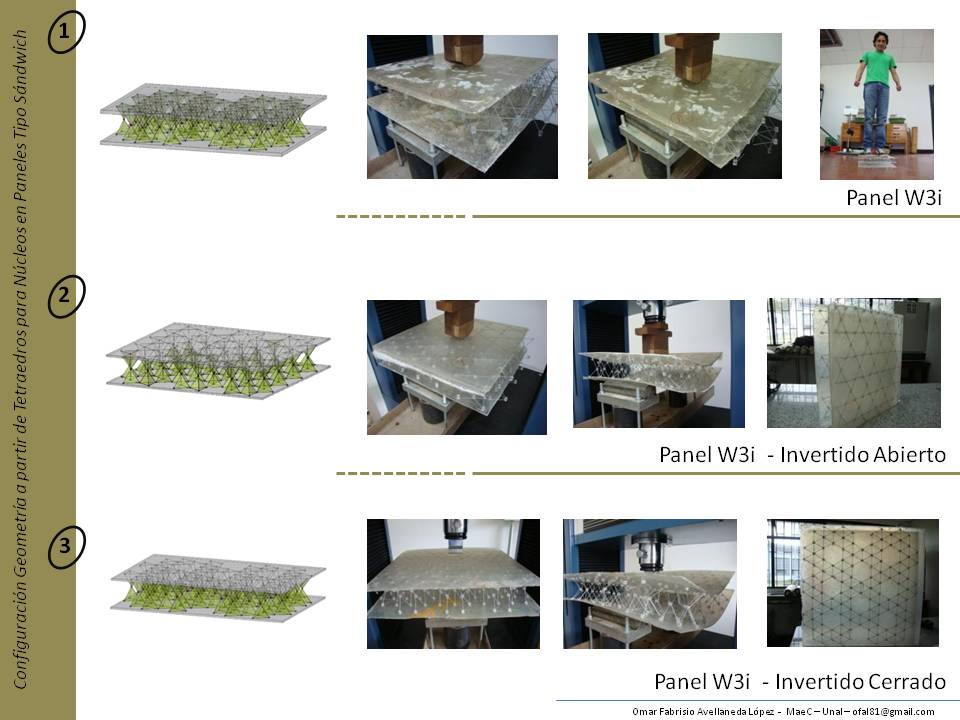
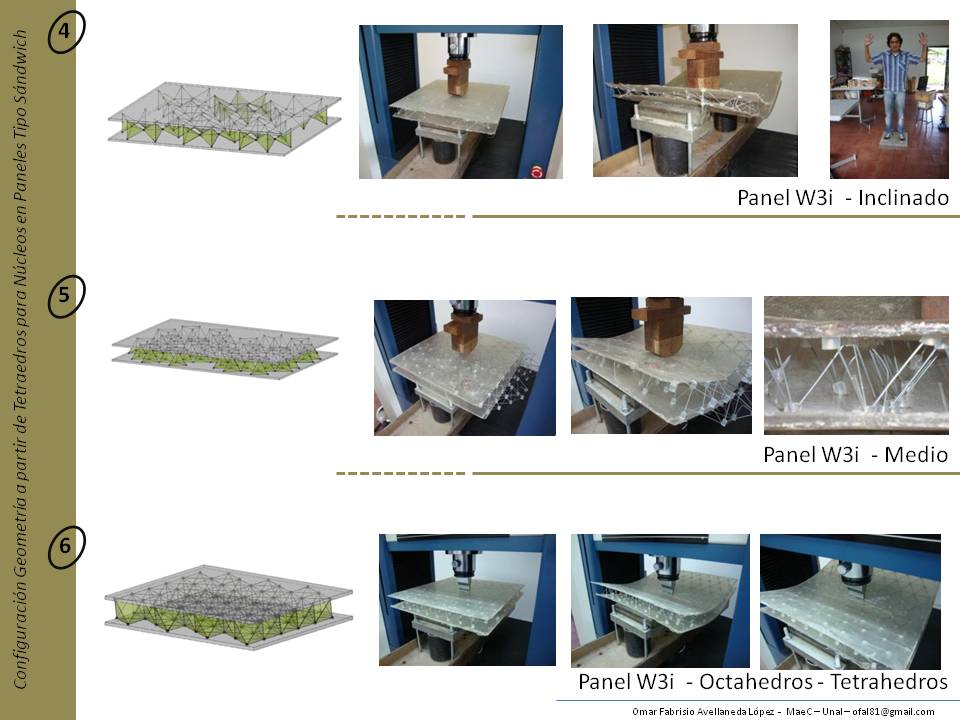
Flexural testing each of the panels were plotted using graphs properly load versus deformation, samples were taken from each of the panels, the area measured in the faces of the panels were tested to the point of breakage or failure and subsequently led to a peak of deformation to check the load distribution capability of the different configurations of cores. Each test was carried with photographic and video recording in order to see the deformation of each of them and their displacement behaviors unexpected, as the failure of their core.
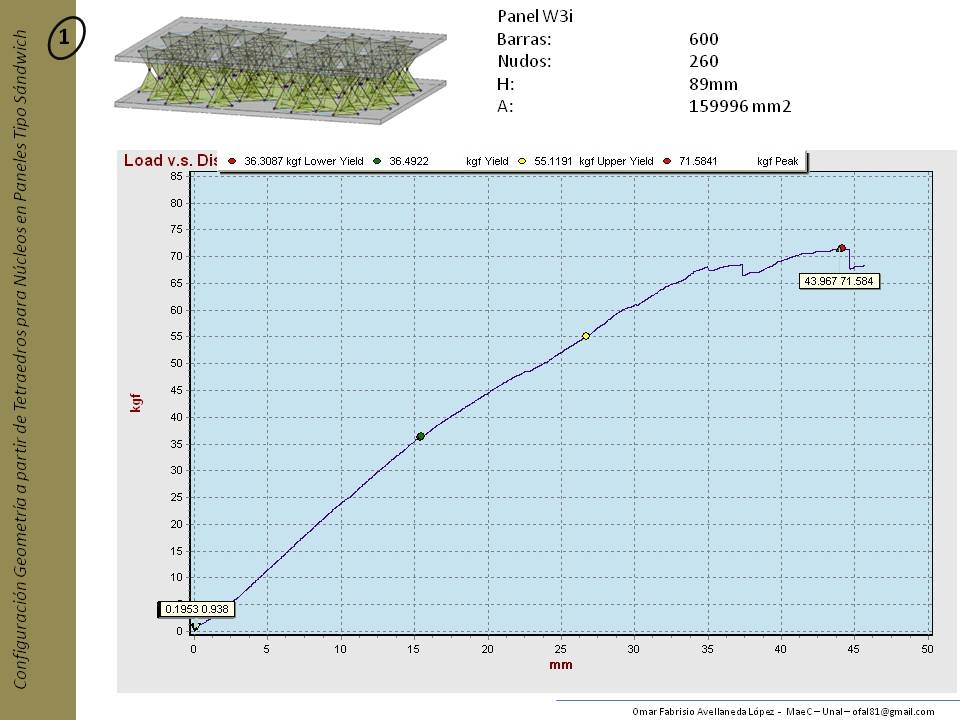


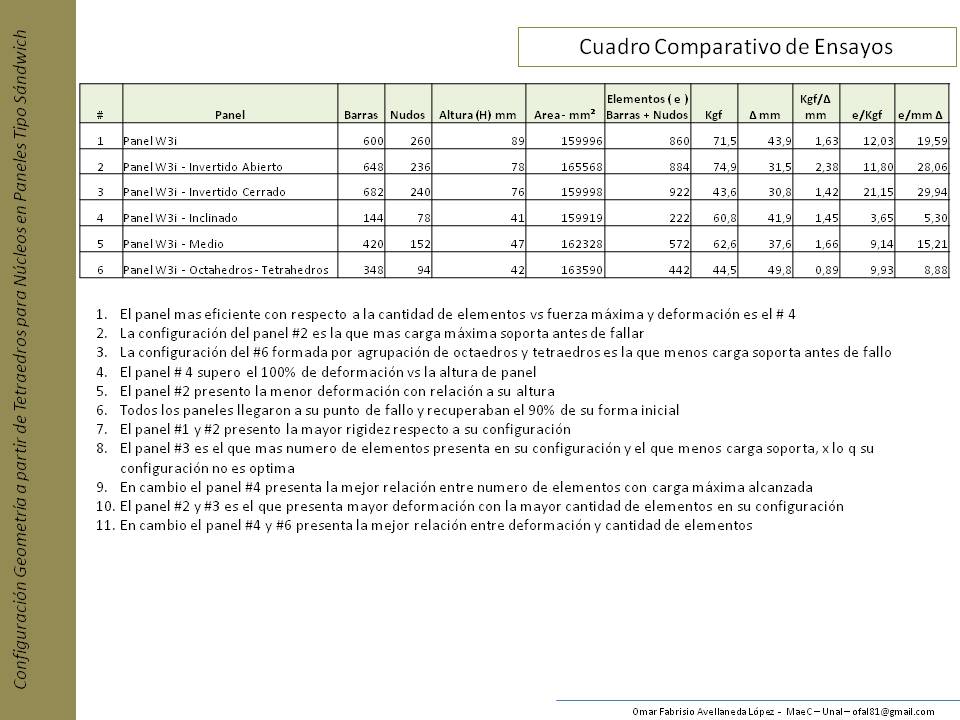
• The panel more efficient with respect to the number of elements vs maximum strength and deformation is the # 4.
• The configuration panel # 2 is the maximum load that supports more before failing.
• The configuration of the # 6 formed by grouping of octahedral and tetrahedral is the least supported load before failure.
• Panel # 4 exceeded 100% strain vs. height of panel.
• Panel # 2 presented a slight deformation in relation to their height.
• All panels came to a fault and recovered 90% of its initial.
• Panel # 1 and # 2 had the highest rigidity regarding your configuration.
• Panel # 3 is the most number of items presented in its configuration and the least load supports, x q what its configuration is not optimal.
• Instead the panel # 4 has the best ratio between number of elements with maximum load reached.
• Panel # 2 and # 3 is the one with greater deformation with the largest number of elements in its configuration.
• Instead the panel # 4 and # 6 has the best relationship between deformation and quantity of items.
• The number of items and their settings make it more or less rigid behavior to bending loads.
6. CONCLUSIONS AND FUTURE
As a final result of the experimental design of sandwich panels with non-homogeneous low density cores, new building materials provide versatility in architectural designs for use in the construction of buildings or large areas. From a geometric and parametric perspective, sandwich panels allow for new topologies when these new materials are considered.
The manufacture method for these panels must be defined from the beginning so that the materials and designs are consistent. Sandwich panels have potential in architecture and construction as building system. In fact, and from a technological point of view, the system and the materials can be implemented in an industrialized fashion for architectural purposes. These panels can be used as dividers or non-structural elements that require an improvement in its load transmission performance while providing an aesthetic contribution to the architectural project. The proposal to manufacture these types of panel is the printing machine, resulting in its serial production.Composite materials with low density cores favor faster construction and portability. Nowadays, this feature represents a novel alternative to the industrialized and short construction times required by the industry.
In this paper, new geometric configurations were derived from modular surface groups and manufactured processes defined from the beginning. In particular, the following fundamental requirements were taken into account: morphology, manufacturing cost, and materials. The core design optimizes mechanical performance, based on its configurations and relative density to the amount of elements used for each core configuration. From a structural point of view, the different panel geometric configurations improve the bearing capacity and flexural performance, providing greater rigidity depending on the core design. These capabilities have not been explored extensively in the past.
The research work presented in this paper led to a morphological exploration of novel architectural designs. For further research, it is recommended to explore new panel configurations for a variety of applications. New core configurations will certainly improve the mechanical response of building systems while enhancing its aesthetic characteristics. The prototypes manufactured for this research proved to be very versatile.


7. REFERENCES
[1] Pérez A. Aplicación de Nuevos Materiales a Solución de Vivienda en Colombia, viabilidad para generar sistemas constructivos. Universidad Nacional de Colombia, Escuela de Arquitectura y Urbanismo. 2005, Bogotá. Colombia.
[2] Miravete, A. (ed.). Materiales Compuestos. 1ª ed. Zaragoza: Ed. Antonio Miravete, 2000 -1
[3] Roca, X. Estudios de la aplicabilidad de Materiales Compuestos Avanzados en la Construcción de Edificios Industriales. Universidad Politécnica de Cataluña. Nov 2005. Terrasa, España.
[4] ASTM D – 3039. Standard Test Method for Tensile Properties of Fiber-Resin Composite.
[5] H.N.G. Wadley, N.A. Fleck, and A.G. Evans: Compos. Sci. Technol., 2003, vol. 63, pp. 2331-43.
[6] H.N.G. Wadley, Cellular Metals manufacturing. Advanced Engineering Materials. 2002, 4. N° 10
[7] H.N.G. Wadley. Multifunctional periodic cellular metals. Phil. Trans. R. Soc. A 2006 364, 31-68.
[8] M.F Ashby. The properties of foams and lattices. Phil. Trans. R. Soc. A 2006 364, 15-30.
[9] R. Buckminster fuller, in collaboration with e.j. applewhite, macmillan, Sy-nergetics, Explorations in The Geometry of Thinking. publishing inc.1975.
_____________________________________________________________________________________
© Copyright SMiA 2013

![]()


Fairly! This was a really excellent post.
Thank you for your supplied information
Great post. I am facing a couple of these problems.